
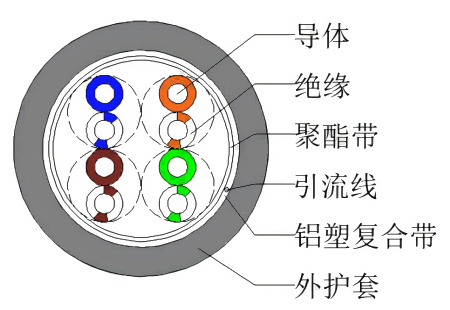
Kiam la kablosistemo estas metita subtere, en subtera pasejo aŭ en akvo ema al akvumuliĝo, por malhelpi akvan vaporon kaj akvon eniri la kablan izolaĵtavolon kaj certigi la funkcidaŭron de la kablo, la kablo devas adopti radialan netralaseblan bariltavolan strukturon, kiu inkluzivas metalan ingon kaj metal-plastan kompozitan ingon. Plumbo, kupro, aluminio kaj aliaj metalaj materialoj estas ofte uzataj kiel metalaj ingoj por kabloj; Metal-plasta kompozita bendo kaj polietilena ingo formas metal-plastan kompozitan ingon de kablo. Metal-plasta kompozita ingo, ankaŭ konata kiel ampleksa ingo, karakteriziĝas per moleco, porteblo, kaj akvopermeablo estas multe pli malgranda ol plasta, kaŭĉuka ingo, taŭga por lokoj kun altaj akvorezistaj postuloj, sed kompare kun metala ingo, metal-plasta kompozita ingo ankoraŭ havas certan permeablon.
En la eŭropaj normoj pri meztensiaj kabloj kiel ekzemple HD 620 S2: 2009, NF C33-226: 2016, UNE 211620: 2020, unuflanke kovrita plastokovrita aluminio-bendo estas uzata kiel ampleksa akvorezista kovrilo por elektraj kabloj. La metala tavolo de unuflanke kovrita...plasto-kovrita aluminia bendoestas en rekta kontakto kun la izola ŝildo, kaj samtempe ludas la rolon de metala ŝildo. Laŭ la eŭropa normo, necesas testi la fortranĉan forton inter la plaste kovrita aluminia bendo kaj la kablo-ingo kaj fari korodrezistajn testojn por mezuri la radian akvoreziston de la kablo; Samtempe, necesas ankaŭ mezuri la kontinukurentan reziston de la plaste kovrita aluminia bendo por mezuri ĝian kapablon porti kurtcirkvitan kurenton.
1. Klasifiko de plasto-kovrita aluminia bendo
Laŭ la malsama nombro de plasta filmo kovrita per aluminio-substrata materialo, ĝi povas esti dividita en du specojn de longituda tegaĵa procezo: duflanka plasto-kovrita aluminio-bendo kaj unuflanka plasto-kovrita aluminio-bendo.
La ampleksa akvorezista kaj humidorezista protekta tavolo de mezaj kaj malaltaj tensiokabloj kaj optikaj kabloj, konsistanta el duflanka plastokovrita aluminia bendo kaj polietileno, poliolefino kaj aliaj tegaĵoj, ludas la rolon de radia akvorezista kaj humidorezista. Unuflanka plastokovrita aluminia bendo estas plejparte uzata por metala ŝirmado de komunikadaj kabloj.
En iuj eŭropaj normoj, krom esti uzata kiel ampleksa akvorezista ingo, unu-flanka plasto-kovrita aluminia bendo estas ankaŭ uzata kiel metala ŝildo por meztensiaj kabloj, kaj aluminia benda ŝirmado havas evidentajn kostavantaĝojn kompare kun kupra ŝirmado.
2. Longituda envolva procezo de plasto-kovrita aluminia bendo
La longituda envolva procezo de la aluminio-plasta kompozita bendo rilatas al la procezo de transformado de la plaste kovrita aluminia bendo de la originala plata formo al la tuba formo per serio de muldila deformado, kaj kunigado de la du randoj de la plaste kovrita aluminia bendo. La du randoj de la plaste kovrita aluminia bendo estas plataj kaj glataj, la randoj estas firme kunligitaj, kaj ne okazas aluminio-plasta ŝeliĝo.
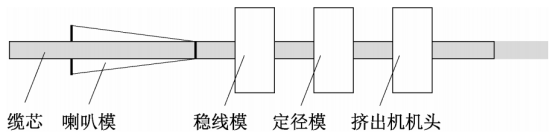
La procezo de ŝanĝo de la plasto-kovrita aluminia bendo de plata formo al tubforma formo povas esti realigita per uzado de longituda volvanta ŝimo konsistanta el longituda volvanta korna ŝimo, linistabiliga ŝimo kaj mezurila ŝimo. La fludiagramo de la longituda volvanta mulda ŝimo de la plasto-kovrita aluminia bendo estas montrita en la sekva figuro. La du randoj de la tubforma plasto-kovrita aluminia bendo povas esti kunligitaj per du procezoj: varma kunligado kaj malvarma kunligado.
(1) Varma ligprocezo
La termika ligprocezo estas uzi la plastan tavolon de la plaste kovrita aluminia bendo por moliĝi je 70~90℃. En la deformadprocezo de la plaste kovrita aluminia bendo, la plasta tavolo ĉe la junto de la plaste kovrita aluminia bendo estas varmigita per varmaera pafilo aŭ flamo, kaj la du randoj de la plaste kovrita aluminia bendo estas kunligitaj uzante la viskozecon post la moliĝo de la plasta tavolo. Gluu la du randojn de la plaste kovrita aluminia bendo firme.
(2) Malvarma ligprocezo
La malvarma ligprocezo estas dividita en du specojn. Unue, la premformo estas aldoni longan stabilan ŝimon meze de la dikecmezurila ŝimo kaj la eltrudila kapo, tiel ke la plasto-kovrita aluminia bendo konservas relative stabilan tubforman strukturon antaŭ ol eniri la kapon de la eltrudilo. La eliro de la stabila ŝimo estas proksime al la eliro de la ŝimkerno de la eltrudilo, kaj la aluminio-plasta kompozito tuj eniras la ŝimkernon de la eltrudilo post elpreno de la stabila ŝimo. La eltruda premo de la ingomaterialo konservas la tubforman strukturon de la plasto-kovrita aluminia bendo, kaj la alta temperaturo de la eltrudita plasto moligas la plastan tavolon de la plasto-kovrita aluminia bendo por kompletigi la liglaboron. Ĉi tiu teknologio taŭgas por duflankaj lamenigitaj plasto-kovritaj aluminiaj bendoj. La produktada ekipaĵo estas simpla por funkciigi, sed la muldila prilaborado estas relative kompleksa, kaj la plasto-kovrita aluminia bendo facile resaltiĝas.
Alia malvarma ligprocezo estas la uzo de varmfandita gluaĵo. Varmfandita gluaĵo estas fandita per eltrudmaŝino en la laŭlonga muldila pozicio, premita sur unu flanko de la ekstera rando de la plasto-kovrita aluminia bendo. La du randaj pozicioj de la plasto-kovrita aluminia bendo trairas stabilan linion kaj mezurilon post la varmfandita gluaĵo. Ĉi tiu teknologio taŭgas por kaj duflankaj plasto-kovritaj aluminiaj bendoj kaj unuflankaj plasto-kovritaj aluminiaj bendoj. Ĝiaj muldilaj prilaboraj kaj produktadaj ekipaĵoj estas facile uzeblaj, sed ĝia lig-efiko estas multe influita de la kvalito de la varmfandita gluaĵo.
Por certigi la fidindecon de la funkciado de la kablosistemo, la metala ŝildo devas esti elektre konektita kun la izola ŝildo de la kablo, do la unuflanka plastokovrita aluminia bendo devas esti uzata kiel la metala ŝildo de la kablo. Ekzemple, la varma ligprocezo menciita en ĉi tiu artikolo taŭgas nur por duflankaj...plasto-kovrita aluminia bendo, dum la malvarma ligprocezo uzante varmfanditan gluon estas pli taŭga por unu-flanka plasto-kovrita aluminia bendo.
Afiŝtempo: 30-a de Julio, 2024